






Furniture Blog
Custom Furniture Gallery
Making a pair of Turkish doors with 74 panels



I recently contracted with a client near Santa Fe, New Mexico to build an unusual pair of doors. He had seen some doors that he liked in Turkey and wanted me to make some like them. These doors, instead of having one, two or three panels, each had 37 panels. The panels had a small 45 degree raise on them and were separated from each other by narrow muntins that had the same raise, along with a beaded profile on their face. There was clearly a lot of very precise woodworking to do here and the question on my mind was how to do it accurately and quickly.
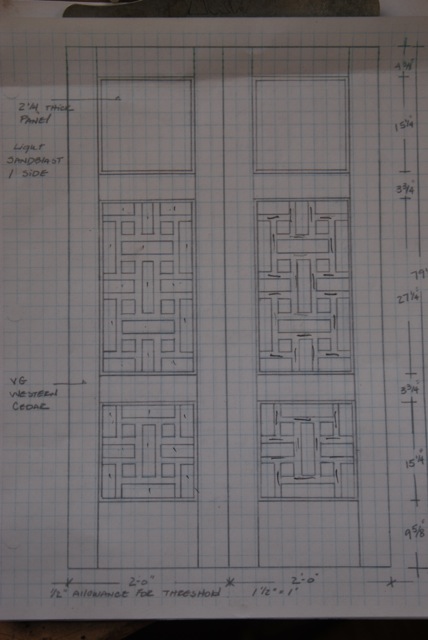
This is the drawing that I got. It had the basic dimensions of the doors along with the panel and muntin layout and sizes. Aside from all of the little panels, the basic bones of the doors were your standard mortise and tenon construction. The little panels, although they look complicated, are all sized in multiples of 2" with 1" muntins between them. There are 3 sizes of panel, 2 x 2, 2 x 5, and 2 x 8. The 5" long panels each have two 2" panel ends bumping into the sides of them with a muntin between. The 8" panels have three 2" panel ends meeting them with 2 muntins between. The muntins are the same length as the panels; either 5" or 8".
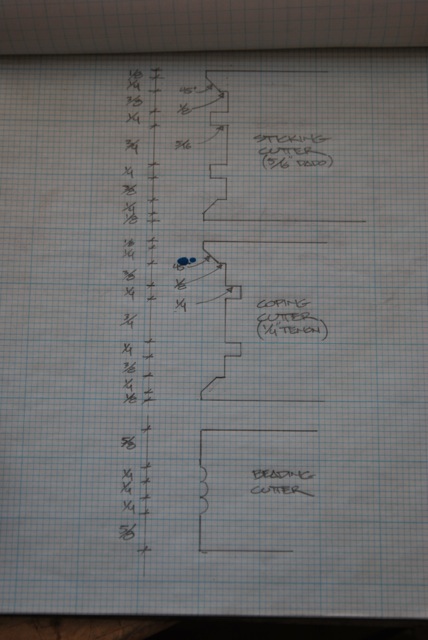
OK, so now that we've broken it down to just a few sizes, the question is how to profile them and put them all together. I figured this as a tongue and groove and stub tenon operation and I realized that I could have one set of cutters made that would do all of the joinery and raising on the panels and muntins and another set to do the beading on the face of the muntins. These are the drawings that I sent off to Connecticut Saw & Tool who I use to make custom shaper cutters. Because the doors are 2 1/4" thick and there is only room for 1/4" long stub tenons, I decided to design in double tenons. One pair of cutters is designed to run the sticking on the muntins (2 dados and 2 panel raises). The other cuts the cope (2 tongues and 2 panel raises). The third pair is for beading the muntins.
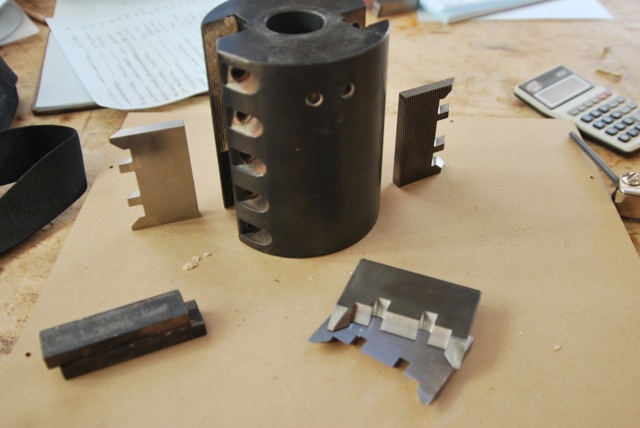
I have a corrugated molding head for my shaper made by Byrd Tool Corp in Kentucky. Byrd makes really nice tooling and heads for shapers and molders as well as spiral insert heads for jointers and planers. The molding head that I have is 4" diameter and 5" high. Once you have the head, you can then order custom cutters that bolt into it. It makes it pretty reasonable to do short runs of one-of-a-kind profiles. Here you can see the head along with the sticking and coping cutters.
Once I had my lumber milled to the right dimensions I set up and ran the profiles on the edges of the muntin stock.

Then I changed out the cutters and ran the sides of the panel stock, creating the tongues and raises.

With all the long grain shaping done I could then cut the parts to length on the panel saw.


The same cutters that cut the tongues were used to cut the stub tenons on the end grain. To safely and accurately do the end grain work I built a sled with a hold down. The work piece slides in between the two blocks on the jig and gets clamped in place while it is passed over the coping cutter.


Trying to do multiple setups on the table saw or router table to do this would be extremely time consuming and not nearly as accurate. On the shaper it was a breeze. The same setup and jig were used to cut the stub tenons on the muntins.

With all of the joinery done I then went back and cut the beading onto the muntins using another quick jig.

With all the stacks of parts finished, I could start assembling the panels into their layout. Since there needed to be room for wood movement, and because all of this was going to be trapped inside the rails and stiles of the doors, there was no need to glue the parts together. The cutters from Connecticut Saw and Tool gave me a perfect friction fit on the parts.


The panel assembly was then installed into a mitered frame with a beaded face. This frame had the double dado profile on the inside to mate with the little panels and muntins and a single tongue on the outside to go into a dado in the stiles.

These conglomerate panel assemblies were then installed in the door during glue up.


This is the doors from the outside. They are set in a facade from Morocco.
